
 English
English Deutsch
Deutsch Français
Français Español
EspañolCNCマシンは、主にそれらが収容できる切削工具の範囲のために、非常に用途の広い装置です。 エンドミルからねじフライスまで、あらゆる操作に対応する工具があり、CNCマシンで部品にさまざまな切り込みや切り込みを入れることができます。
これらの切削工具を理解することは、CNC機械加工全般を理解するための優れた方法です。 また、機械加工をよりよく理解することは、製造プロセスにより適した部品を設計するのに役立ちます。
この記事では、最も広く使用されているCNC機械加工切削工具のいくつかを見ていきますが、説明したもの以外にもたくさんあります。
切削工具の基本
切削工具は、材料の固いブロックから材料を取り除くために使用される装置です。これはCNCマシンのスピンドルに取り付けられており、コンピューターの指示に従って切削工具を必要な場所に導きます。
切削工具は、せん断変形プロセスによってワークピースから材料を取り除きます。つまり、切削工具は高速で回転し、ワークピースから多くの小さな切りくずを切り取り、それがワークピースから排出されます。一部のツールは単一のポイントでワークピースに接触しますが、エンドミルなどの他のツールは複数のポイントで材料に衝突します。
ほとんどのCNC機械切削工具には複数のスプラインがあり、それらは工具の外側を走るらせん状の溝です。フルートは切削工具のくぼみと考えることができますが、各フルート間の鋭いエッジである歯はその頂点です。ワークピースから切り取られた切りくずは、排出されるときにスプラインを下に移動します。
切削工具のスプラインの理想的な数は、部品の材質によって異なります。フルート幅が広くなると、より大きな切りくずを排出できるため、柔らかい材料にはフルートの少ない工具が適しています。スプラインの数を増やすと速度が上がり、硬い材料に適していますが、各スプラインが狭いため、チップのロックアウトが発生する可能性があります。
切削工具の種類は、ワークピースから除去される切りくずのサイズ、およびスピンドル速度と送り速度に影響します。
切削工具材料
中実部品を切断するには、部品の材料よりも硬い材料で切削工具を作成する必要があります。また、CNC機械加工は非常に硬い材料から部品を作成するために定期的に使用されるため、これにより使用可能な切削工具材料の数が制限されます。
一般的な切削工具の材料は次のとおりです。
炭素鋼
炭素鋼は、シリコンとマンガンに加えて、0.6〜1.5%の炭素を含む手頃な価格の鋼合金です。
高速度鋼
より高価なHSSは、クロム、タングステン、およびモリブデンのブレンドのおかげで、炭素鋼よりも硬く、強度があります。
炭化物
通常、チタンなどの別の金属で焼結された超硬工具は、摩耗や熱に耐性があり、優れた表面仕上げを提供します。
セラミック
超合金、鋳鉄、その他の固体材料の切断に使用されるセラミック工具は、腐食や熱に耐性があります。
切削工具コーティング
切削工具の機能は、その形状や材質によって異なりますが、主な材質をコーティングすることで調整することもできます。
これらのコーティングは、工具を硬くしたり、寿命を延ばしたり、部品を損なうことなくより速い速度で切削したりすることができます。
一般的な切削工具のコーティングは次のとおりです。
窒化チタン(TiN)
TiNは、切削工具の硬度を高める高い酸化温度の汎用コーティングです。
炭窒化チタン(TiCN)
TiCNは、切削工具に潤滑性と表面硬度を追加します。
スーパーライフ窒化チタン(Al-TiN)
Al-TiNは、特に最小限のクーラントを使用する場合に、超硬切削工具に耐熱性を追加します。
ダイヤモンド
ダイヤモンドは、研磨材を切断するための高性能コーティングを提供します。
窒化クロム(CrN)
CrNは、切削工具に耐食性と靭性を追加します。
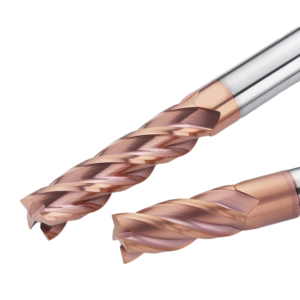
1.エンドミル

エンドミルは、垂直CNC加工で最も広く使用されているツールです。 片端と側面に歯を切ることで、エンドミルは短時間で大量の材料を取り除くことができます。
エンドミルにはさまざまな形態があります。 フルートが1つしかないものもあれば、最大8つ以上あるものもあります。 (ただし、4つのフルートを超えると、切りくずの除去が問題になる可能性があります。)
エンドミルの種類は次のとおりです。
フラット:2D機能に適した汎用フラットフェイスツール
球面ノーズ:3D輪郭と曲線に適したボール型の端を持つツール
丸ノーズ:切り身や荒削りに適した底が平らで角が丸い工具
2.ラフカッター

荒削りエンドミルは、標準のエンドミルよりも精度が低く、大量の材料を除去するために使用される一種のエンドミルです。
ツールには鋸歯状の歯があり、材料の大部分を除去しますが、ワークピースに粗い仕上げを残します。 取り外しが簡単な小さな切りくずを生成します。
3.正面フライス

フェイスミルは、交換可能なカッティングインサートを備えたソリッドボディで構成されており、通常は超硬で作られています。 これらは、多くの場合、別のタイプのカッターを使用して詳細なフィーチャーを作成する前に、パーツにフラットセクションを作成するために使用されます。
フェースミルの刃先は側面にあるため、水平にカットする必要があります。
ただし、フェースミルは、工具全体ではなく小さな切削インサートを交換することで切削プロファイルのバリエーションを実現できるため、他の切削工具よりも費用効果が高くなる可能性があります。
4.フライカッター

フライカッターは、ソリッドボディに含まれる1つまたは2つのチップで構成されています。 フライカッターの先端が広く浅い切り込みを作り、滑らかな表面仕上げを実現します。
1つのツールだけでフライカッターを見つけるのが一般的ですが、2つのツール(「フライバー」と呼ばれることもあります)を備えたフライカッターは、より多くのぐらつきを提供します。
フェイスカッターよりも安価なフライカッターは、同様の目的に使用できます。
5.ワイヤーミル
多くのエンジニアはタップを使用してねじ山を作ることを好みますが、ねじ山はねじ山フライスを備えたCNCマシンで作ることもできます。
ねじ山カッターは、めねじまたはおねじを切断でき、非常に硬い金属や非対称部品を貫通する場合は、タップよりも優れている場合があります。
6.ドリル

CNCマシンには、さまざまな切断操作用のさまざまなドリルを装備できます。 ドリルには、1つまたは複数のフルートと先細のカッティングチップがあります。
CNC機械加工で使用されるドリルは次のとおりです。
ツイストドリル:ワークピースに穴を開けるために使用されます
センタードリル:ドリルする前に穴を正確に特定するために使用されます
エジェクタドリルビット:深穴加工に使用
7.リーマー

リーマは、ワークピースの既存の穴を広げるために使用され、正確な穴の直径と優れた表面仕上げを提供します。
リーマは、他の切削工具よりもはるかに厳しい公差で穴を作成できます。
8.中空ミル

中空カッターは、逆エンドミルのように見えるパイプ型の切削工具です。 それらの刃先はパイプ形状の内側にあり、ソリッドポイントや形状半径などの形状を作成するために使用できます。
9.サイドツーサイドカッター

サイドカッターとフロントカッターは、側面と周囲の両方に歯があり、アンバランスなカットに適しています。
これらの切削工具を使用して、高速の送り速度でスロットや溝を切削できます。 彼らの歯はまっすぐでも千鳥でもかまいません。
10.ギアカッター
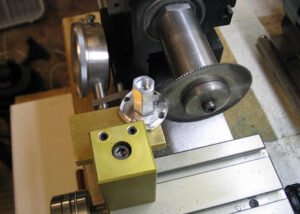
CNCフライス盤は、製造業向けの金属歯車を作成するために使用されることがあります。 特定の歯車切削工具を使用して、これらの歯車を製造できます。
歯車を切断するには、フライス盤と呼ばれる特殊なタイプのフライス盤が必要になる場合があります。
11.スラブクラッシャー

スラブカッターまたはシングルカッターは、通常、ターゲット表面が機械テーブルと平行に取り付けられた状態で、平らな表面をフライス盤加工するために使用されます。
これらの切削工具には側面の歯がなく、一般的なまたは重い機械加工操作に使用できます。
AIXIは、プロトタイピングと生産のニーズに対応するプロのCNC機械加工サービスを提供します。 簡単な見積もりについてはお問い合わせください。